

Leaderboard
-
Voltron
High Rollers7Points34512Posts -
blessingx
High Rollers7Points17613Posts -
Grahame
High Rollers5Points16720Posts -
jamesmking
High Rollers2Points421Posts


Popular Content
Showing content with the highest reputation on 02/08/24 in all areas
-
3 points
-
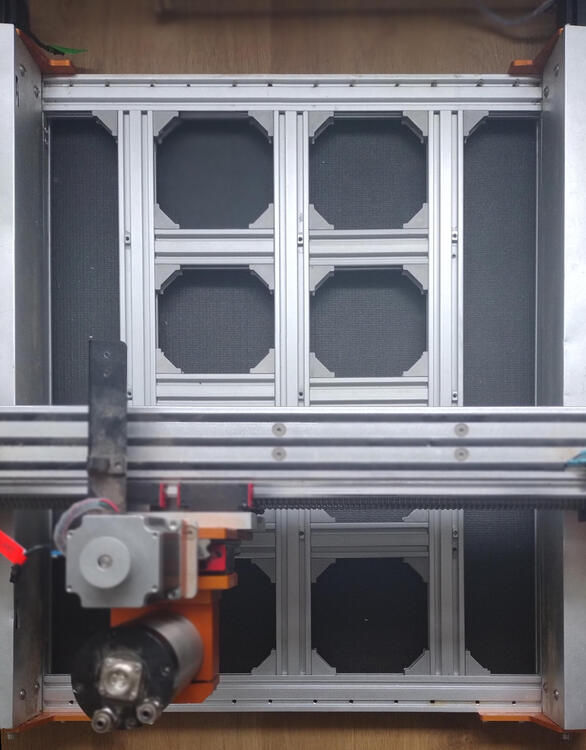
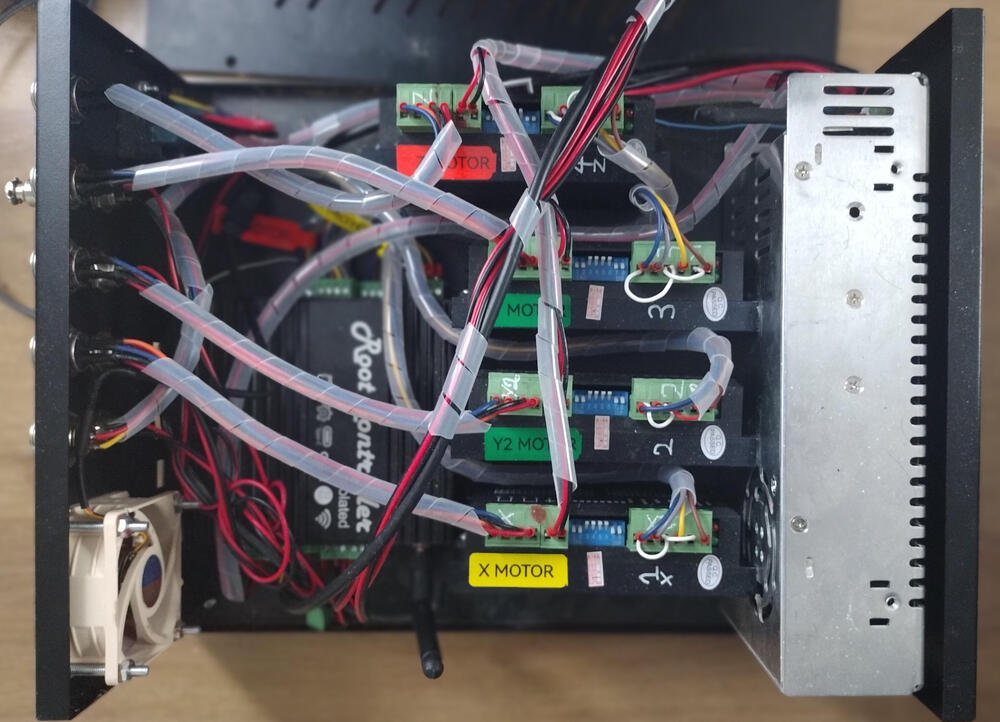
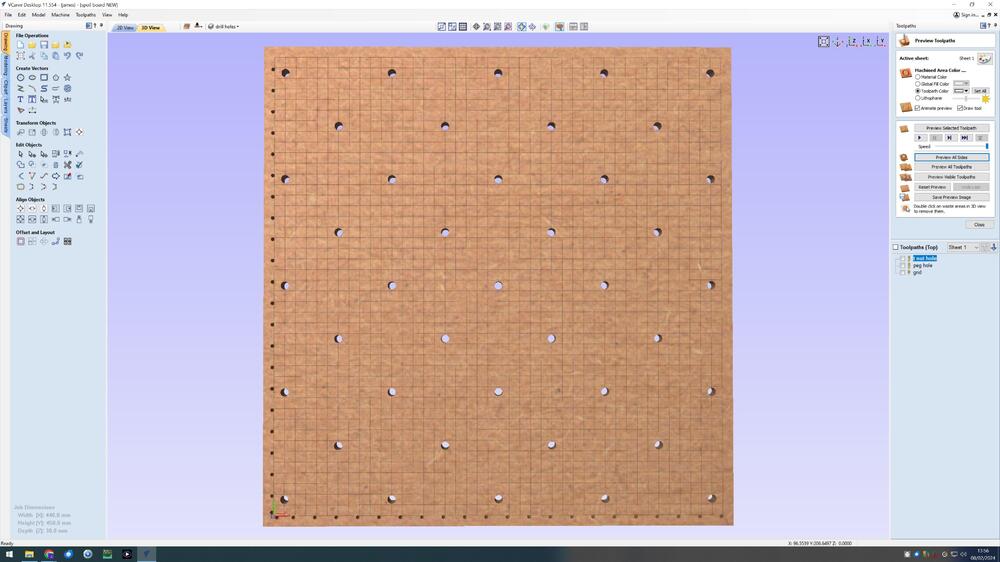
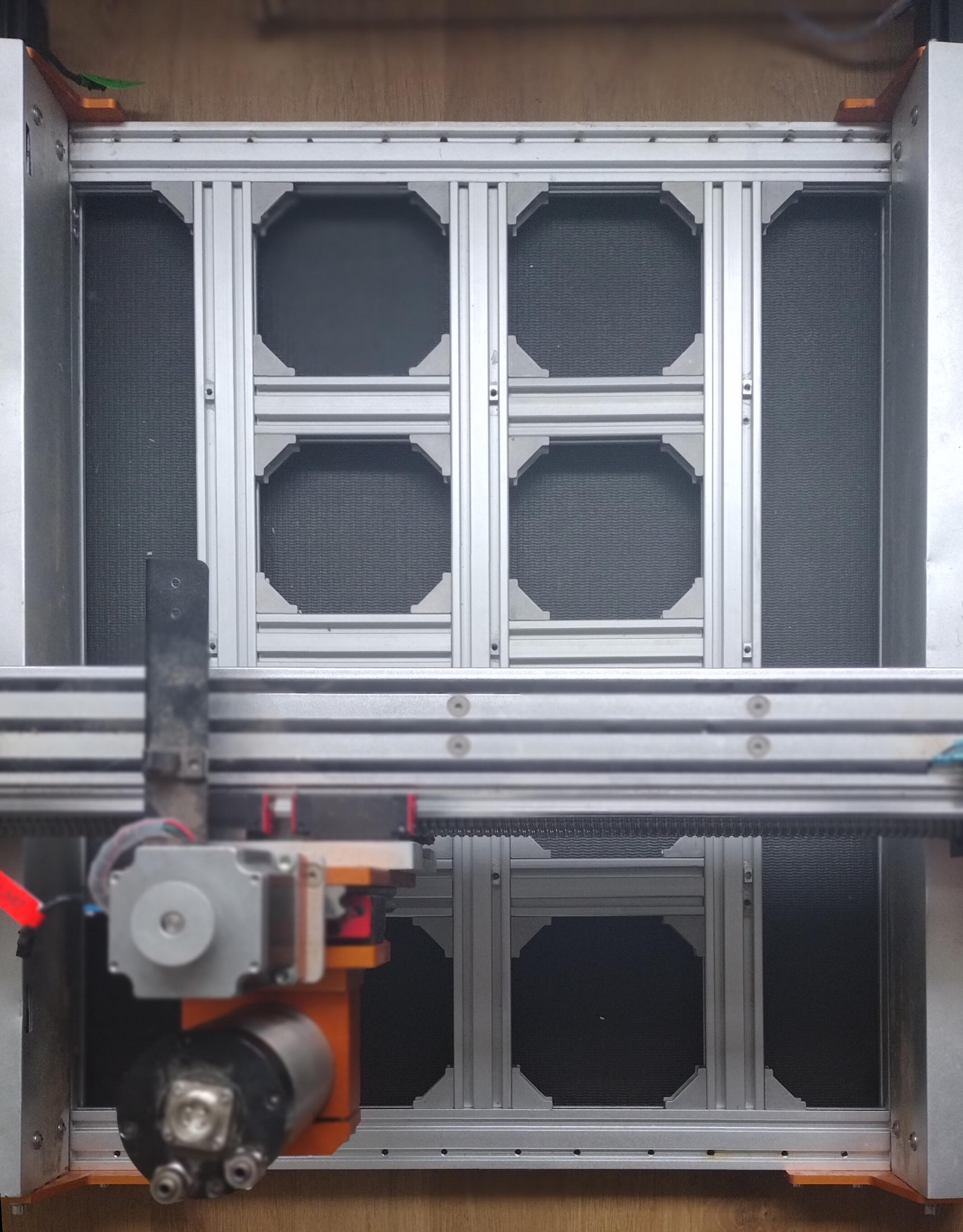
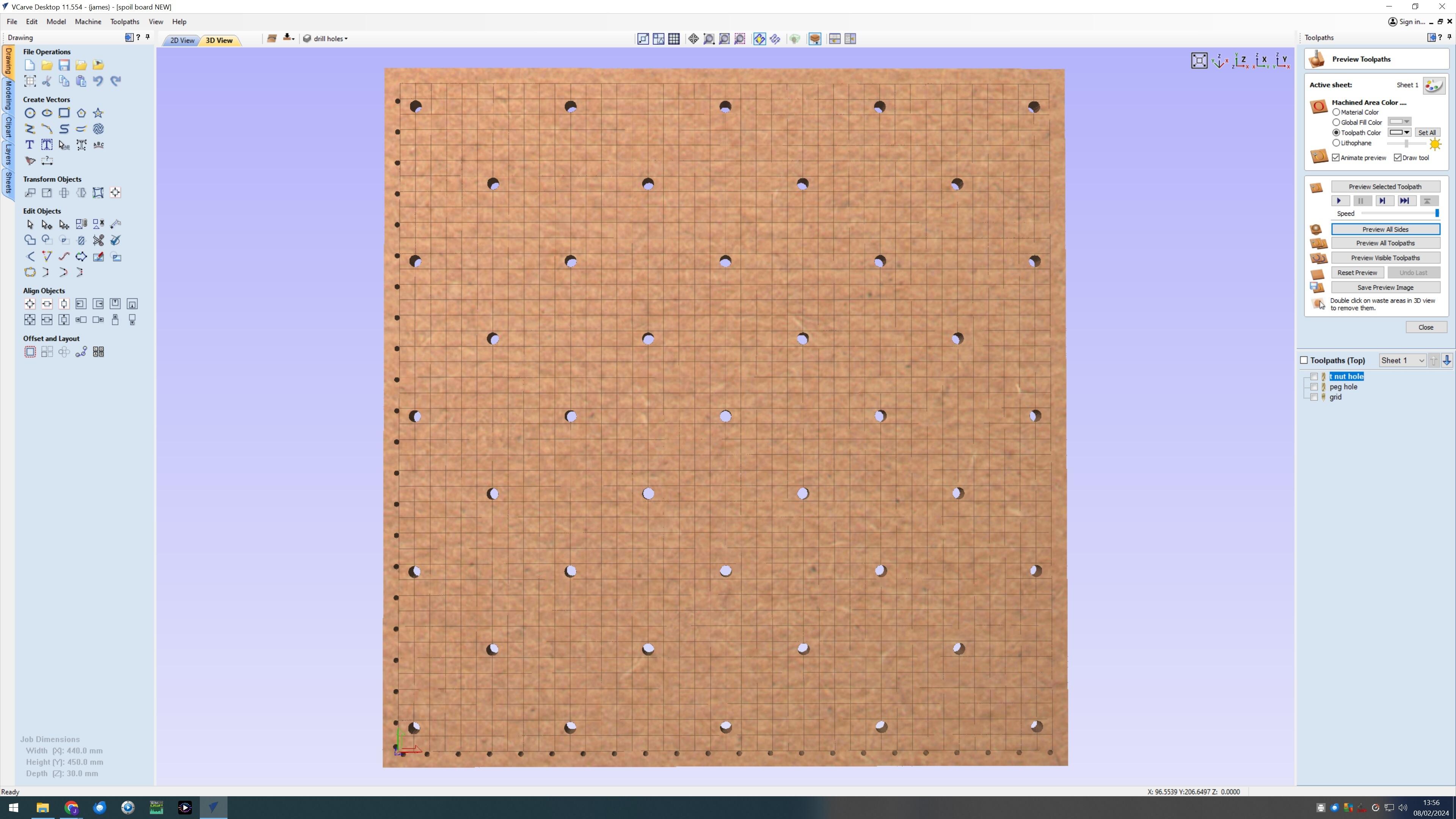
I thought I might post some of the modifications I have been doing to my Flox Alien vasto. I got fed up with the not so rigid spoil board and so filled in the bottom with 20mmx40mm aluminium extrusion... and replaced the thin t slot and mdf spoilboard with a 30mm thick mdf slab. The result is far more rigit and will take my own weight (60kg) with ease and no detectible flexing. The plan for the spil board is to have m6 threaded inserts on the underside of the board to allow me to screw in work holding clamps/brackets. A 20mm by 20mm grid engraved and a set of 3.175mm holes around the edge so I can insert small pegs to make lining up work with X and Y axis easier. I also got fed up with the cheapo controller. It has no rs485 support so it could not control my spindle vfd. I could not change spindle speed or direction in software. In fact the original unmodified machine could only switch on and off the cheap dc motor it was supplied with and had a potentiometer for manual speed control with no indication or rpms. It has no wifi support and no user interface, is also only 3 axis and completely undocumented. I opted to rip out the controller and put in a rootcnc controller (https://www.rootcnc.com/root-controller-iso-about/) running fluidnc (http://wiki.fluidnc.com/) control software. It took a while to configure fluidnc and re do all the control box wiring. I replaced the 2 pin spindle power socket on the back with a 4 pin to carry rs485 from the controller to the spindle vfd. I also removed the pause and resume buttons and replaced them with sockets for a tool height probe and a 3d probe. While I was at it I replaced the now redundant potentiometer that used to control the voltage on the original 48V spindle output with a fixed voltage divider of 12V so I could run a good quality noctura cooling fan and power diode lasers directly. I also got a cheap minbot labeller and went on a labelling spree. The result is I can store multiple profiles (one for the laser and one for the vfd spindle) in the controller flash, In fact rootcnc and fluidnc is versatile enough and has enough I/O I could run a vfd and laser at the same time if I could find a sensible way to mount both. I can control the spindle speed and direction in software and by using standard S and G3,4 and 5 gcodes, control the machine via the built in web server, usb or wifi and have much less fan noise, power 80W diode lasers directly from the control box and have 2 more axis. The spindle control and a spare axis makes an automatic tool changer such as the rapid change atc https://rapidchangeatc.com/ a viable option. I now have enough expandability that I could add control for a rotary axis, run a pendant or even consider automated tool changes... I have been experimenting with automated tool height measurement and have written some gsender macros to set the tool length offset using the tool height setter I recently purchased. I still have to manually remove and insert and screw down the tools but the aim is that I will then just press a button and the machine will measure the new tool height and Z axis work coordinate so the tip of the tool is at the same physical Z height as the previous tool. I chose the tool height sensor because it is also compatible with the rapid change atc.. Gsender has poor documentation for its macros so I got the source code and reverse engineered the macro language parser. I love open source software, if you can't find the information online you can always find it in the source code. The Z axis mount is too narrow to accept a mounting bracket for an 80mm diameter spindle. So at the moment I am stuck with 65mm spindles which limits me to only er11 collets and a maximum end mill diameter of 6mm. So when I have finished rebuilding the machine I will make a new zaxis mounting plate for 80mm spindle brackets and am looking at buying a 2.2KW er20 spindle with ceramic bearings and better dust sealing. Further in the future I would like to get the rapid change atc which will probably necessitate extending the y or x axis extend the x axis from 420mm useable to around 550mm or so. I'm also thinking about changing to closed loop steppers. happy cnc'ing James
 2 points
2 points -
1 pointI went and did the demo at my local Apple Store. Expectations were low but I tried to keep an open mind. Wow! First gen product, but this feels like it could be the future of computing. This is as impressive a demo as seeing something like HDR for the first time. There is an amazing amount of polish for a first gen product. The video pass-through latency is supposedly under 12ms and feels quick enough as to almost be imperceptible. The hand and eye tracking are great. The ability to tune out the outside world worked very well, even in a busy Apple Store. This is so much more impressive than the Oculus products, but for what it costs it had damn well better be! Downsides? I want even more resolution than this. The FOV is good but not great. The apps that have been optimized for it are amazing, but most are just ported iPad apps. I also (nerd alert) found the foveated rendering very noticeable as to the high and low rez rendering and the drop off between the two. Biggest downside is the cost. $3.5k is just a ton of money. If it was closer to $1k I’d be a lot more tempted to splurge. Also, if this ever worked with Windows PCs for Sim Racing and Flight Simulators I’d buy it right now.1 point
-
1 pointAnd security guards trailed us to a record shop We asked for Mojo Nixon They said, "He don't work here" We said, "If you don't got Mojo Nixon then your store could use some fixin'"1 point
-
1 point
-
1 point
-
1 pointHappy Birthday Jeff! Zap yourself up something nice, or watch an Andy Sidaris Movie!1 point
-
1 pointNow this is something unexpected. Darth nut, one of the biggest advocates for the SR-007 Mk1, weighs in on the SR-X9000 (disguised as "Omega4") https://www.head-fi.org/threads/stax-omega4-compared-to-omega1-omega2-omega3.971637/1 point
-
Yes Wembley London 1978 Tourmato BBC: Wembley Arena in London on 10/28/1978. Recorded and broadcast by BBC Radio for their BBC Friday Rock Show series. Jon Anderson – lead vocals Steve Howe – guitar, backing vocals Rick Wakeman – keyboards Chris Squire – bass, backing vocals Alan White – drums https://archive.org/details/yes-wembley-1978-tourmato-london-bbc Oh hey - they have a little Archive player - not sure it will work: I came across this performance on youtube, where someone took this recording and made a concert video from from 16mm film cuts from the tour. Anyway, it sounded fantastic and a great version of the band and songs. I did a little more research and it was a BBC Radio broadcast. That led me to The Archive and happiness. They were in their full progyness, huge solos, huge mixing of songs, fun stuff for a Yesfan.1 point
-
0 points
-
0 pointsRIP the 5 marines who went down with their chopper in Southern California.0 points
-






Important Information
By using this site, you agree to our Terms of Use.